Если элементы статора состоят из двух половин, то ротор турбины представляет собой осесимметричное тело вращения, которое при разборке извлекается целиком. Ротор состоит из вала, дисков, рабочих лопаток и вспомогательных деталей, обеспечивающих сборку и работу ротора. Вал состоит из двух частей: цельнокованой части с дисками и части с насадными дисками. Принципиальный эскиз вала для такого комбинированного ротора показан на рис. 2.1, где представлены такие основные элементы, как шейки вала 1, места посадок уплотнительных втулок концевых уплотнений 2, диски регулирующей 3 и нерегулируемых 5 ступеней, откованные заодно с валом, центральное технологическое отверстие вала 7, пазы 6 для постановки продольных шпонок и последующей посадки насадных дисков.
Эти диски насаживаются на отдельные уступы вала с начальным натягом, обеспечивающим при вращении и прогреве турбины достаточно плотную посадку. Между дисками и валом имеются призматические шпонки, закладываемые с натягом в канавки вала и входящие с зазором в продольные канавки в ступицах дисков.
Соблюдение зазоров и закруглений в углах шпоночного паза в диске, указанных на рис.2.2, а, является весьма важным для прочности диска, на что следует обращать внимание в случае насадки дисков в станционных условиях.
Особо напряженные диски последних ступеней турбин ВК-50-1 и ВК-100-2 имеют специальные радиальные шпонки с торца ступицы, передающие момент на вал через специальную втулку в случае ослабления по-садки диска на валу (рис.2.2, б и 2.3, б). Эта втулка сидит на валу с натягом и связана с ним через обычную призматическую шпонку.
Последний из насадных дисков удерживается от перемещения в осевом направлении при помощи стопорного кольца, заводимого в разогретом со-стоянии в заточку вала.
Остальные диски (обычно попарно) фиксируются на валу в осевом направлении упорными кольцами. Каждое упорное кольцо состоит из двух половин и заводится в соответствующую выточку вала при насадке дисков. Между торцевыми поверхностями упорных и стопорных колец и ступицами дисков должны быть выдержаны осевые зазоры, указанные на рис.2.2, для обеспечения свободы теплового расширения дисков во время прогрева и работы турбины. Аналогичным способом крепятся и прочие насаженные на вал элементы ротора: диск упорного подшипника, втулки лабиринтовых уплотнений и т. п.
Шестерня редуктора для привода главного масляного насоса и регулятора закрепляется в осевом направлении при помощи кольцевой гайки. Гайка стопорится специальной шайбой, заходящей в лыску, которая выбирается на валу при сборке.
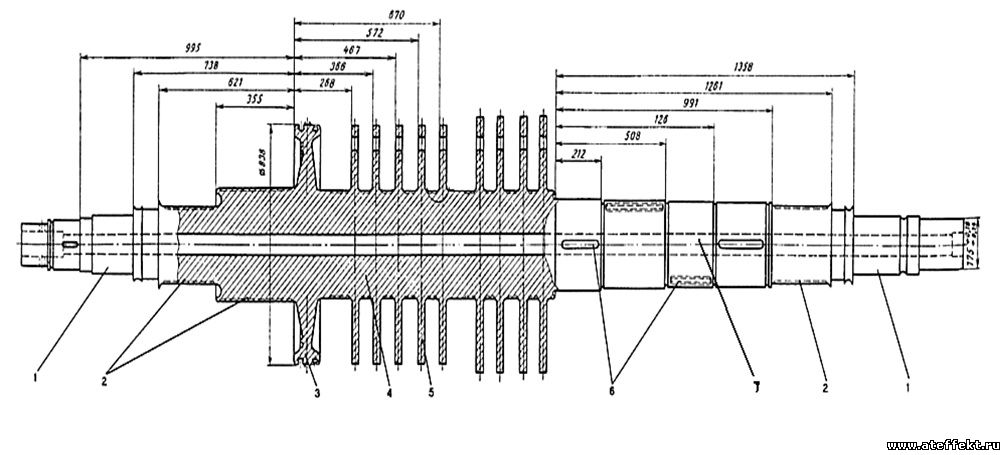
Р и с.2.1. Эскиз вала турбины с комбинированным ротором:
1 – шейка вала; 2 – место посадки на вал уплотнительных втулок; 3 – диск двухвенечной регулирующей ступени; 4 – цельнокованая часть ротора; 5 – диск нерегулируемой ступени, откованный заодно с валом; 6 – пазы для постановки продольных шпонок и последу-
щей посадки насадных дисков; 7 – технологическое отверстие вала
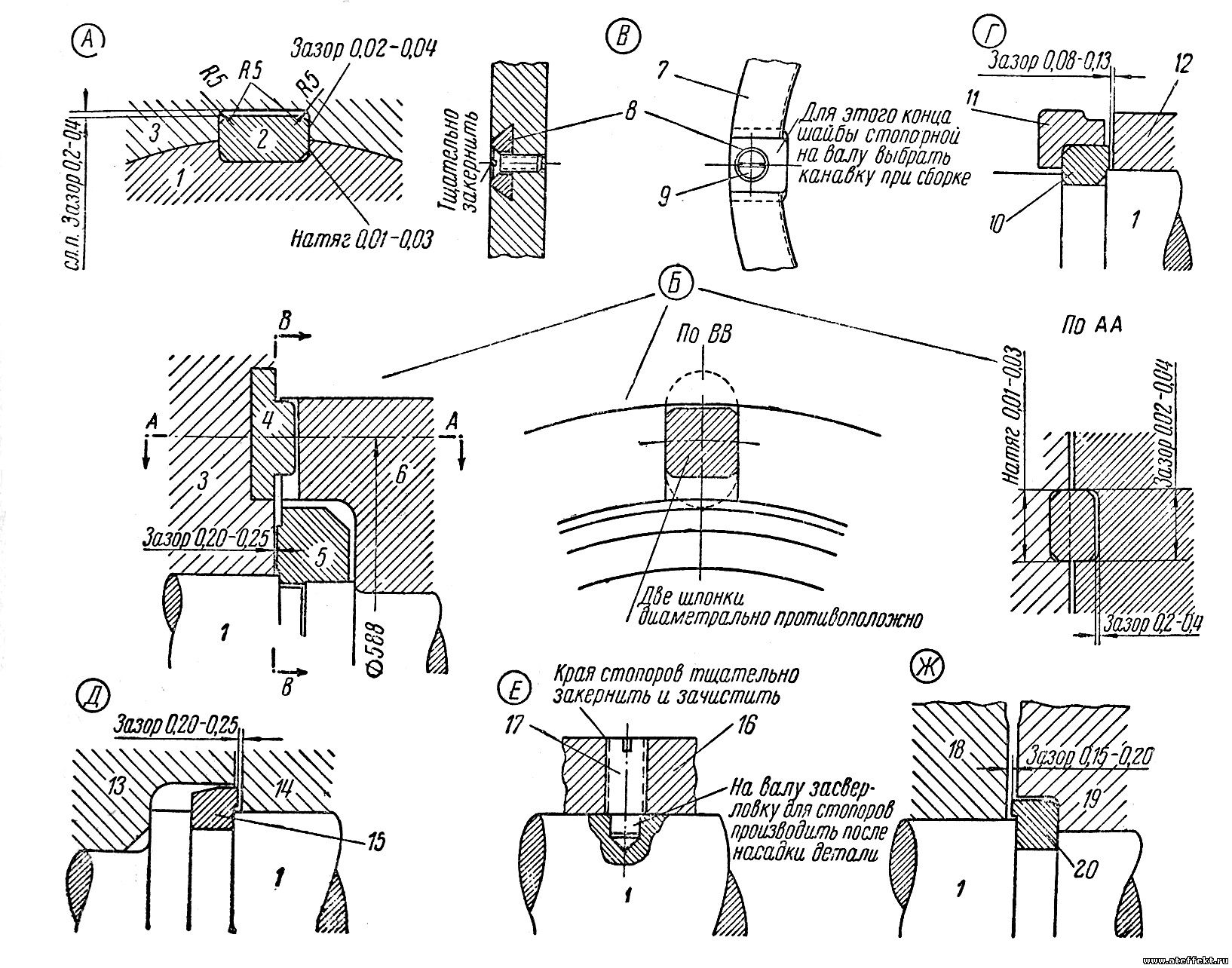 Р и с. 2.2. Детали крепления элементов ротора Р и с. 2.2. Детали крепления элементов ротора
а – посадка шпонок в сопряжении вала с дисками и уплотнительными втулками:
1 – вал; 2 – призматическая шпонка; 3 – тело диска или втулки; б – крепление последних дисков турбин типов ВК-50-1 и ВК-100-2: 1 – вал; 3 – тело диска; 4 – специальная шпонка; 5 – стопорное кольцо; 6 – втулка уплотнения; в – крепление кольцевых гаек шестерни редуктора и уплотнительной втулки: 7 – кольцевая гайка; 8 – стопорная шайба; 9 – винт; г – крепление диска упорного подшипника: 1 – вал; 10 – упорное кольцо (из двух поло-вин); 11 – стяжное кольцо; 12 – упорный диск подшипника; д – крепление уплотнительных втулок: 1 – вал; 13 и 14 – тело уплотнительных втулок; 15 – упорное кольцо из двух половин; Е – деталь крепления маслозащитных колец: 1 – вал; 16 – маслозащитное кольцо; 17 – установочный винт; ж – крепление дисков от осевого перемещения: 1 – вал;
18 и 19 – тело дисков, 20 – упорное кольцо из двух половин Для посадки на вал диски разогреваются, быстро заводятся на место по-садки и прижимаются в осевом направлении прессом до тех пор, пока они не схватят вал при остывании. В случае сильно напряженных дисков необходима сравнительно высокая температура их нагрева, которая достигается одновременным применением нескольких паяльных ламп или газовых горелок.
В заводских условиях для этой цели применяется специальный электрический трансформатор с разъемным сердечником, на который надевается диск. Диск на замкнутом сердечнике является единственным витком вторичной обмотки трансформатора и равномерно и быстро нагревается вторичным током и наведенными вихревыми токами. Для снятия дисков с вала на ступицах предусмотрены специальные бурты.
В случае насадки дисков в станционных условиях необходимо проверить, что диск схватил вал при остывании без перекоса, т. е. что он не имеет осевого «боя» при проверке с помощью индикаторов, установленных перпендикулярно плоскости диска, во время проворачивания ротора. Если при такой проверке обнаруживается «бой», диск подлежит повторному разогреву до полного ослабления на валу, после чего ему вновь дают остыть, прижимая к осевому упору с большим усилием, равномерно распределенным по окружности. «Бой» диска после остывания на валу не должен превышать 0,3 мм.
Каждый диск с набранными лопатками до посадки на вал подвергается на заводе статической балансировке на ножах. Ротор же в целом динамически балансируется на специальном станке.
Для проверки положения ротора в осевом направлении, т. е. проверки неизменности установленных при монтаже зазоров в проточной части, при-меняется специальная контрольная скоба, которая пригоняется к пальцу на переднем конце ротора с определенным зазором после выверки зазоров в облопачивании. Скобу упирают ножками в торец корпуса переднего подшипника и сверяют при помощи щупа зазор между торцом пальца и выступом скобы с исходным зазором, величина которого набита на поверхности скобы. При измерении исходного зазора ротор должен быть прижат в направлении потока пара к рабочим колодкам упорного подшипника.
Кроме контрольной скобы, применяемой периодически, для непрерывного наблюдения за осевым положением ротора служит реле осевого сдвига.
Разгон ротора предотвращается автоматом безопасности, который при чрезмерном повышении скорости вращения прекращает доступ свежего пара в турбину мгновенным закрытием клапанов автоматического затвора и регулирующих.
В конструкциях турбин применены как жесткие, так и гибкие роторы. Отличительной эксплуатационной особенностью турбины с гибким ротором является режим повышения числа оборотов турбины. При приближении к критическому числу оборотов необходимо быстро поднять скорость вращения ротора на несколько сот оборотов в минуту добавочным открытием байпассного клапана главной запорной задвижки, чтобы сразу перейти за критическое число оборотов. Затем следует немного прикрыть байпассный клапан и продолжать медленное повышение числа оборотов ротора согласно инструкции. Такой порядок пуска обязателен во избежание появления вибрации ротора, которая при медленном прохождении вала через критическое число оборотов может характеризоваться большими амплитудами и привести к повреждению концевых уплотнений ротора и внутренних уплотнений диафрагм.
При повышении числа оборотов турбин с жесткими роторами иногда наблюдается неспокойный ход при достижении скорости вращения, соответствующей половине критического числа оборотов. Это число оборотов также рекомендуется проходить быстро. Данные о критических числах оборотов роторов турбин приведены в паспортах и инструкциях.
Часть ротора с насадными дисками состоит из ступенчатого вала, на который с двух сторон симметрично насаживаются диски, втулки концевых уплотнений, а также втулки масляных уплотнений корпусов подшипников. На валу выполняются шейки под вкладыши подшипников и для насадки полумуфт.
Каждый диск обычно состоит из обода, в котором выполняют профильные пазы для размещения хвостовиков лопаток, полотна (профильной части) и ступицы, или втулки, внутренняя расточка которой сопрягается с посадочной поверхностью вала. Полотно диска профилируют так, чтобы обеспечить прочность диска при максимально возможной частоте вращения. Из этих же соображений выбирают ширину ступицы.
Перед посадкой диска на вал размер его внутренней расточки несколько меньше, чем диаметр поверхности посадки вала. Разность радиусов вала и дисков до посадки называется натягом. Обычно натяг составляет 0,4-0,5 мм. Перед насадкой диск разогревают, с тем чтобы его внутренний диаметр стал больше диаметра вала. Вал ставят вертикально и надевают на него диск. После охлаждения диаметр расточки диска уменьшается, диск плотно садится на вал и в месте их сопряжения возникает контактное давление, препятствующее провороту диска на валу. Передача крутящего момента с диска на вал осуществляется за счет контактного давления между диском и валом.
Ясно, что контактное давление зависит от частоты вращения. При невращающемся роторе оно максимально. При увеличении частоты вращения диск расширяется в радиальном направлении сильнее, чем вал, и в результате при некоторой частоте вращения, называемой освобождающей, контактное давление исчезает и крутящий момент не может передаться на вал через посадку. Именно поэтому освобождающая частота вращения должна быть больше, чем любая возможная частота вращения.
Чем больше натяг посадки, тем выше освобождающая частота вращения, поэтому на первый взгляд кажется, что обеспечить необходимую освобождающую частоту не представляет труда: для этого следует посадить диск на вал с достаточным натягом. Однако ясно, что в диске, насаженном на вал, кроме контактного давления возникают окружные напряжения, стремящиеся разорвать диск. Такие же напряжения возникают в диске от центробежных сил, вызываемых вращением. Таким образом, натяг создает дополнительную напряженность в диске, поэтому чрезмерный натяг вреден.
Натяг при проектировании рассчитывается очень точно, с тем чтобы обеспечить достаточный запас по освобождающей частоте вращения по отношению к рабочей, но не создать без необходимости излишние напряжения от посадки.
Вместе с тем в условиях эксплуатации возможно временное ослабление посадки диска на валу, например при быстром увеличении температуры в проточной части, когда диск может прогреться быстрее вала. Для того чтобы гарантировать передачу крутящего момента в таких условиях, между диском и валом устанавливают осевые шпонки (рис.2.3, а).
Соседние диски насаживают на вал обязательно с осевым тепловым зазором (0,15-0,3 мм), не препятствующим их взаимному тепловому расширению и исключающим изгиб ротора. Вместе с тем на самом валу диски фиксируют в осевом направлении разъемными кольцами.
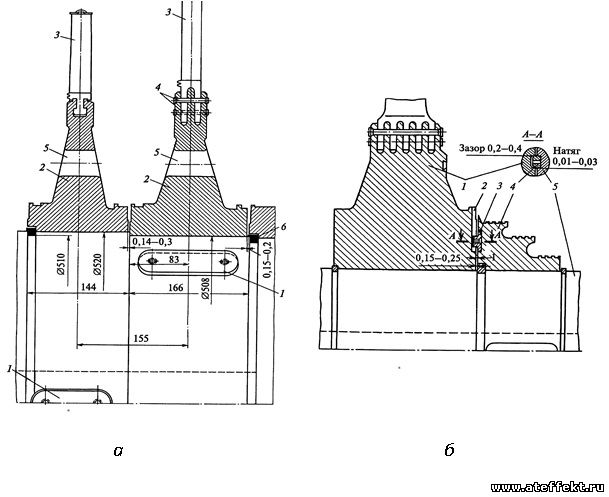 Р и с. 2.3 Р и с. 2.3
а – насадные диски с осевыми призматическими шпонками:
1 – осевые шпонки; 2 – насадные диски; 3 – рабочие лопатки; 4 – штифты;
5 – разгрузочные отверстия; 6 – фиксирующие, разъемные по диаметру кольца;
б – передача крутящего момента с диска на вал с помощью торцевой шпонки:
1 – диск; 2 – шпоночные пазы; 3 – шпонки; 4 – втулка уплотнения; 5 – вал В углах шпоночного паза резко увеличиваются напряжения. При появлении в них трещин критического размера может произойти хрупкое внезапное разрушение диска, поэтому осевые шпонки устанавливают только под легкими дисками, напряжения в которых невелики даже с учетом осевых шпонок. Для нагруженных дисков, в частности для дисков последних ступеней, используют торцевые шпонки, устанавливаемые между торцевой поверхностью диска и легкой деталью, насаживаемой на вал (см. рис. 2.3, б). Диск 1 насаживается на вал 5 обычным образом. На правой торцевой поверхности с двух противоположных сторон выполнены шпоночные пазы 2. Во втулку 4 уплотнения с небольшим натягом запрессовываются шпонки 3, входящие в пазы на диске. Втулка 4 имеет малые размеры, возникающие в ней напряжения от центробежных сил невелики, поэтому ее можно насадить на вал с большим натягом и даже на осевой шпонке.
Из рис. 2.2 и 2.3 видно, как организована передача крутящего момента с дисков на вал в случае ослабления посадки с помощью торцевых шпонок. Крутящий момент со второго диска передается на первый, а с него – на среднюю часть вала, С диска 3-й ступени крутящий момент передается торцевыми шпонками на насадную втулку концевого уплотнения, а с него – на вал с помощью натяга (или через осевую шпонку при ослаблении насадки втулки).
Основное достоинство сборных роторов заключается в том, что их можно выполнить очень больших размеров с высоким качеством дисков и вала.
Основные недостатки сборных роторов связаны с высокой напряженностью насадных дисков, возможностью их ослабления и появления трещин из-за коррозии под напряжением в шпоночных пазах.
Цилиндры высокого, а в турбинах с промперегревом и среднего давления работают при высоких температурах, при которых интенсивно развивается ползучесть. Разновидностью ползучести является релаксация напряжений – уменьшение напряжений в деталях за счет перехода части упругой деформации в необратимую деформацию ползучести. Например, контактное давление между диском и валом при высокой температуре со временем будет уменьшаться, освобождающая частота вращения падать, и в результате произойдет освобождение диска, поэтому использование насадных деталей в зоне высоких температур, в частности применение сборных роторов, недопустимо.
Основным типом роторов для цилиндров высокого давления (ЦВД) современных мощных энергетических турбин является цельнокованый ротор. Собственно ротор, состоящий из вала и дисков, выполняется из одной поковки. На периферии дисков выполняют пазы для установки рабочих лопаток.
Целесообразность использования цельнокованых роторов часто дополнительно обусловлена малыми объемными пропусками пара, не требующими поковок большого размера, качественное выполнение которых затруднено на стадии получения слитка и ковки.
Цельнокованые роторы (так же, как и валы для сборных роторов) почти всегда выполняются с центральным отверстием, поскольку при затвердевании слитка, начинающемся с периферии, именно в центральной зоне концентрируются вредные примеси и дефекты. Эти дефекты тем более опасны, что расположены они в зоне максимальных напряжений. Центральное отверстие, хотя и увеличивает напряжения в 2 раза и соответственно уменьшает критический размер дефектов, позволяет с помощью перископа и методами специальной ультразвуковой и порошковой дефектоскопии проверить поверхность отверстия и устранить дефекты, которые могут быть в нем. Используется оно и для периодического контроля за появлением и ростом дефектов в процессе эксплуатации. Как правило, такой контроль осуществляют во время капитальных ремонтов.
После осмотра полости отверстия его еще раз тщательно очищают и закрывают пробками, исключающими попадание в него посторонних предметов.
В тех случаях, когда на входе в цилиндр температура высокая, а объемный расход пара на выходе большой, как в турбине ВК-50 ЛМЗ, применяют комбинированный ротор: его паровпускная часть выполняется цельнокованой, а выходная – с насадными дисками (см. рис. В4 и 2.1).
Диски с насаженными на них лопатками вращаются с большой окружной скоростью и работают в условиях, которые вызывают в дисках значительные напряжения (тангенциальные и радиальные):
1) от центробежной силы собственной массы, включая облопачивание;
2) от нагрузки на ободе диска, создаваемой давлением пара на лопатки;
3) от работы в зоне высоких температур и в переходные пусковые периоды (термические напряжения).
Диски выполняются разнообразными по конструкции (съемные и откованные за одно целое с валом) и по профилям (профили переменного сечения – гиперболические, конические, равного сопротивления и др.). Съемные диски имеют на внутреннем диаметре ступицу, на внешнем – обод и между ступицей и ободом полотно диска. Ступица имеет наибольшее сечение по сравнению с сечением остальной части диска; сечение диска переменного профиля, в зависимости от указанных выше конструктивных особенностей, постепенно уменьшается от втулки к его ободу.
Съемные диски изготовляются из поковок углеродистой, слаболегированной и легированной стали. Правильное и прочное закрепление дисков на валу представляет очень важную и серьезную задачу, так как ослабление в посадке вызывает удары и вибрации, которые могут привести к тяжелой аварии турбины. В цельнокованых роторах, где диски выточены заодно целое с валом, естественно, вопрос о надежности посадки дисков на вал полностью отпадает.
Диски насаживаются на вал с натягом и закрепляются на нем с помощью цилиндрических, конических, пружинящих, разрезных, пальцевых и других колец и втулок, а также радиальных шпонок (рис. 2.4).
Для предохранения дисков от проворачивания на валу и передачи вращающего момента обычно применяются осевые шпонки (рис. 2.4 Б, а); для предотвращения осевых перемещений крайние диски крепятся с помощью колец, входящих в заточки вала (рис. 2.4 Б, 6), с помощью гаек (рис. 2.4 Б, в), которые стопорятся от самоотвертывания шурупами и стопорными шайбами (рис. 2.4 Б, г).
Способы посадки дисков с помощью колец обычно применяются у валов с постоянным посадочным диаметром для всех дисков или на протяжении посадки нескольких дисков. При посадке дисков на вал без колец вал выполняется ступенчатым, что облегчает посадку и обеспечивает весьма прочное закрепление дисков на валу.
При всех способах посадка дисков производится с некоторым предварительным натягом (в холодном состоянии), т. е. диаметры посадочных расточек дисков выполняются меньше диаметров вала в местах посадки.
Необходимость предварительного натяга для обеспечения надежной связи диска с валом, при которой диск центрируется и не изменяет своего положения по отношению к валу, вызывается тем, что волокна диска под действием большого числа оборотов испытывают радиальные удлинения от центробежной силы; при этом диаметр ступицы дисков стремится к увеличению, что при отсутствии предварительного натяга может вызвать ослабление посадки диска на валу. Кроме того, при работе, в особенности при пуске турбины, диски нагреваются под действием протекающего пара значительно быстрее и больше, чем соответствующие участки вала, которые закрыты ступицами дисков и соприкасаются своими концами с подшипниками, менее нагретыми, чем детали внутри турбины. Эта разность в температурах вала и дисков также приводит к увеличению расточки диска по сравнению с диаметром вала и, следовательно, к ослаблению посадки дисков на валу.
Для получения необходимого натяга разница между диаметром посадочного места на валу и диаметром внутренней расточки ступицы диска в холодном состоянии должна превышать увеличение диаметра ступицы диска под действием нагревания и центробежной силы при работе.
Из этого условия следует, что не только при вращении с нормальным числом оборотов, но и при числе оборотов, при котором срабатывает автомат безопасности, также должен оставаться некоторый натяг, т. е. должно иметь место давление между диском и валом, достаточное для сохранения их взаимного положения. Освобождающее число оборотов, т. е. минимальное число оборотов, при котором давление между диском и валом становится равным нулю, должно быть на 10-15% больше, чем число оборотов, при котором срабатывает автомат безопасности.
Крутящий момент от диска к валу при этом передается как с помощью контактных сил трения, так и с помощью шпонок, которые заводятся в пазы диска и вала.
Некоторым отличием от такой посадки является посадка дисков на пальцевые втулки (см. рис. 2.4 А, д). В этой конструкции втулка, которая значительно меньше подвержена быстрому нагреву, посажена на вал с большим натягом, а диск относительно втулки надежно центрируется при помощи радиальных пальцев.
Следует иметь в виду, что увеличение натяга выше расчетного также недопустимо, так как приводит к появлению в ступице диска опасных контактных напряжений натяга; эти напряжения тем более вредны для диска, что последний испытывает во время работы наибольшие напряжения именно во внутренних волокнах ступицы диска. В некоторых случаях тугая посадка дисков может вызвать выпучивание диска, что в свою очередь приведет к задеваниям за диафрагмы и вибрации; слишком тугая посадка может вызвать столь большие напряжения в ступице диска, которые приведут даже к разрыву ступицы.
Величина натяга определяется расчетом в зависимости от максимального числа оборотов; для турбин с 3 000 об/мин обычно величина натяга для легконапряженных дисков принимается равной 0,0008-0,001 от диаметра вала, для напряженных дисков – 0,001-0,0013 и для тяжелонапряженных дисков 0,0014-0,0016. Это значит, что для вала диаметром 200 мм внутренняя расточка ступицы диска при непосредственной его напряженной посадке на вал при указанных пределах величины натяга должна иметь диаметр в пределах 199,74-199,8 мм.
К числу наиболее часто встречающихся причин, когда при ремонте может возникнуть необходимость в снятии дисков с вала, относятся: ослабле-ние посадки одного или нескольких дисков на валу и необходимость смены диска, вызванная его дефектами или повреждением, а также некоторые случаи переоблопачивания и правки вала.
Ослабление посадки диска может произойти из-за применения материала, не соответствующего своему назначению (явления ползучести материала и релаксации напряжений, возрастающие с увеличением температур и высоких допущенных напряжений) и вследствие недостатков конструкции крепления дисков на валу.
Например, ослабление посадки обнаруживалось на турбинах, где диски посажены на пружинящие кольца (рис. 2.4 А, а, б); эти кольца благодаря своей упругости должны удерживать диск на валу центрально и не давать возможности ослабить посадку при увеличении диаметра расточки диска под влиянием нагрева и центробежной силы.
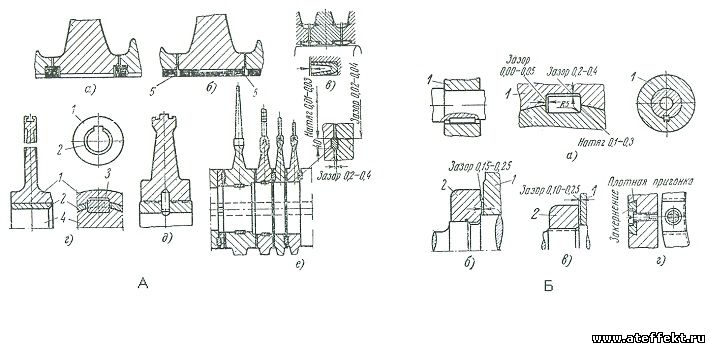 Р и с.2.4. Р и с.2.4.
А – Посадка дисков: а – на кольца прямоугольного сечения; б – на конусные втулки; в – на пружинящие кольца; г – на разрезные цилиндрические втулки; д – на пальцевые втулки; е – на радиальные шпонки; 1 – ступица диска; 2 – разрезная втулка; 3 – шпонка; 4 – вал; 5 – прокладочные кольца.
Б – Крепление дисков на валу: а – шпоночное крепление диска на валу; б – крепление от осевого перемещения с помощью кольца; в – крепление от осевого перемещения с помощью гайки; г – крепление гайки от самоотвертывания с помощь шайбы и шурупа; 1 – диск; 2 – кольцо.
Ослабление посадки дисков при работе может вызвать качание дисков на валу и вибрацию ротора; устранение этого дефекта достигается посадкой дисков на жесткие кольца прямоугольного сечения (рис. 2.4 А, а), на калиброванную стальную ленту или на разрезную втулку (рис.2.4 А, г).
Для снятия дисков с вала последний устанавливается горизонтально на козлы; с вала снимаются детали, расположенные на его конце и мешающие снятию дисков в данном направлении, и затем последовательно после нагрева диски снимаются один за другим.
Во все время выполнения работ по снятию и посадке дисков (нагрев, снятие или посадка и остывание дисков) необходимо создать условия, гарантирующие диск от неравномерного остывания, получаемого при сквозняках, при обдувке холодным воздухом и пр. Перед началом нагрева диска все необходимые приспособления, инструменты и рабочее место должны быть так подготовлены, чтобы посадку или снятие диска можно было начать тотчас же после удаления горелок.
В заводских условиях нагрев дисков перед посадкой производится в газовых или электрических печах, в которых обеспечивается равномерное нагревание диска, исключающее создание больших температурных напряжений. В условиях ремонта в турбинном цехе предварительный нагрев диска при посадке или снятии с вала производится автогенными горелками. Во избежание коробления дисков и исключения местных перегревов металла, особенно опасных для деталей из высоколегированных сталей, нагрев следует начинать по всей окружности у обода диска и постепенно по мере прогрева переходить к нагреву у ступицы.
Для роторов и валов турбин используют высокопрочные стали, легированные хромом, молибденом, ванадием и никелем, присадки обычно составляют 1-3,5 %.
К материалу высокотемпературных цельнокованых роторов ЦВД и ЦСД предъявляются два основных требования: они должны иметь высокое сопротивление ползучести и термической усталости. Наиболее употребительными для них являются стали Р2МА и ЭИ-415, обладающие высоким сопротивлением ползучести.
Материал роторов ЦНД должен обладать другими качествами: высокой статической прочностью, обеспечивающей надежную работу при высоких напряжениях, создаваемых центробежными силами лопаток и самого ротора, высокой вязкостью разрушения, препятствующей хрупкому разрушению при наличии дефектов, и высоким сопротивлением коррозионному растрескиванию.
Для дисков сборных роторов используют легированные стали с введением нескольких процентов никеля. Повышенное содержание никеля (до 3,5 %) повышает качество термообработки и обеспечивает однородность структуры и механических свойств. Типичной для использования является сталь 34ХНЗМ.
Никель – дорогой и дефицитный материал. Поэтому в ряде случаев используют сталь 35Х1Н2Ф, содержащую меньше никеля, но имеющую добавки молибдена и ванадия.
|

 +7 (846) 243-23-70
+7 (846) 243-23-70